
蛇皮穿线管结合性能研究
关键词:爆炸焊接;铝钢复合板;原子间扩散;正弦波
随着铝及铝合金结构件在现代船舶设计和建造中越来越多的应用,铝和钢的爆炸复合连接提供了一个很好的解决方法和手段。然而,铝合金与钢两种金属之间物理特性差异很显著,两种金属之间的冶金也具有不相容性,采用常规的焊接方法很难实现两者之间的有效连接,即要采用焊接方法实现铝合金上层建筑与钢质船体之间的连接,必须解决铝合金与钢之间异种金属焊接的难题。而通过爆炸焊接方法能够制造异种金属即铝合金一钢的复合板并加工成过渡接头,再使用常规焊接方法将上层铝建筑与过渡接头的铝复层,船体钢质结构与过渡接头的钢基层进行焊接,从而解决这一难题。爆炸焊接方式制造的铝- 钢过渡接头已经有铝- 钢组合、铝-铝- 钢组合、铝- 钛- 钢组合等,随着使用环境、使用要求的不断改变与变化,对其综合性能的要求也随之不断变化与提高。已有的铝
- 铝- 钢组合、铝- 钛- 钢组合已经满足不了水下、水上大型舰船的更高施焊温度、更大承载应力、更强结合界面及更高结构韧性的设计和使用要求。本文通过实验对蛇皮穿线管(5083/1060/TA1/N6/304L)过渡接头进行研究。
1 材料选择
材料选取5083 铝合金板(8mm×440mm×440mm)、1060 铝板(1mm×440mm×440mm)TA1 钛板(1mm×440mm×440mm)、N6 镍板(1mm×440mm×440mm)、304L 不锈钢板(30mm×400mm×400mm)。材料的化学成分如表1~表2 所示,5083 和1060 的化学成分完全符合GB/T3190-2008 的相关指标要求,TA1 的化学成分完全符合GB/T3620.1-2007 的相关指标要求,N6 的化学成分完全符合GB/T5235-2007 的相关指标要求,304L 的化学成分完全符合ASME SA240-2010 的相关指标要求。
2 爆炸焊接
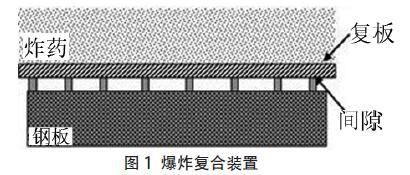
爆炸焊接是以炸药为能源的特殊焊接技术,在工程应用中常采用平行安装法和角度安装法两种方法进行爆炸焊接。本文采用平行安装法及自行研制的炸药爆炸焊接而成,起爆点设置于边部中心,爆炸复合装置示意图如图1 所示。由于所选材料长度较长,超出了
常规炸药的稳定爆轰距离,所以复合板使用自行研制的专用炸药,并采用特殊的布药工艺爆炸加工而成。工艺参数的选择依据文献[4]给出的式(1)计算,并在试验基础上对其做了改进,式中me 为装药量,δ为基复板之间的支撑物高度, ,tp 分别为复板材料的密度和厚度, ,te 分别为炸药密度及厚度。K 为与试验材料有关的系数。
3 复合板界面性能
3.1 性能检测
3.1.1 分离试验
对铝/ 不锈钢复合板进行了界面的力学性能检验,取样位置设在复合板端部,对此板接头最薄弱的一层1060/Ti 界面进行分离实验,检验结果如表3 所示,目标值执行用户内控标准要求:从表3 看出,铝/ 不锈钢界面的分离强度182MPa,远远超出了目标值(120MPa)的要求。国外对铝- 铝- 钢过渡接头性能指标要求主要有美国军用标准MIL-J-24445A(SH)《铝-钢双金属接头》,该标准规定复合材料的抗分离强度为76MPa,铝-钢界面的剪切强度为56 MPa,国内目前还没有该过渡接头的国家标准,725 研究所编制的企业标准Q/725-1100-2001《铝-铝-钢过渡接头》规定界面剪切强度为0MPa,拉脱强度为80MPa,略高于美国标准;国外对铝- 钛- 钢过渡接头性能指标要求主要有日本轻金属协会标准LWSB8102《铝合金-钢过渡接头》,该标准规定复合材料的抗拉强度为137MPa,铝合金-钛界面的剪切强度为78 MPa,钛-钢界面的剪切强度为137 MPa;国内我研究所编制的CB1343-98《铝- 钢过渡接头规范》规定与日本标准相当。
3.1.2 耐压试验
试样加工规格为Φ50×δ5.0×6.0,退火态,压力为10MPa,设备型号为CEM-20B,保压时间为5s。检验结论:该复合管复合界面未发现变形和泄漏。
3.1.3 低温试验
将接头放在液氮中浸泡5min,取出后,用自来水冲刷,直至接头温度达到室温时,再放入液氮中进行浸泡。如此循环5 次,观察接缝处,无裂纹、变形,进行分离试验。本实验在接头经过
低温循环后再次测量接头分离强度,实验结果为129MPa,大于该标准所要求的120MPa。从以上三点可以看出按照此种加工工艺生产的复合板界面的力学性能良好,均能满足用户设计和使用要求。
3.2 界面形态
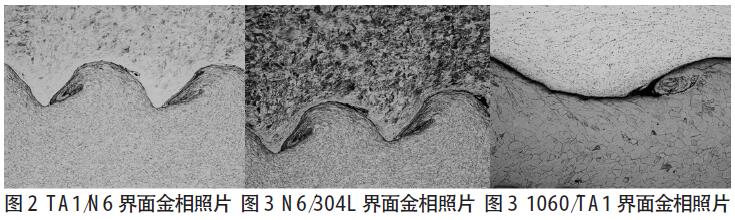
由图2-4 中的金相组织照片可以看出,产品各层之间的结合界面为均匀的波状结合。主要是因为复层(5083)和过渡层(1060、TA1、N6)在炸药爆轰能量的作用下,以一定的倾斜角度与基板(304L)在高温高压的作用下瞬间实现冶金结合。还可以看出,Ti/N6 界面波长与N6/304L 几乎相当,大约是1060/Ti 界面波长的三分之一。同时还可以清晰地看到,在结合界面处,波前位置有漩涡,有熔化块形成,但在其余部分很少出现熔化块,熔化层之类影响复合板性能的现象出现。
3.3 成品检测
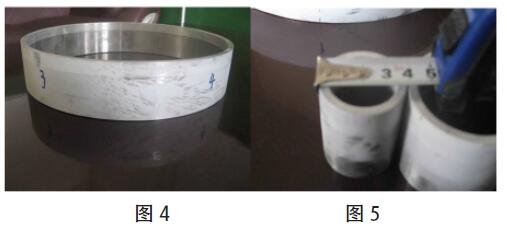
对5083/1060/Ti/N6/304L 五层复合板进行校平后,机加成Ф245/Ф250mm,Ф55/Ф60mm,Ф35/Ф40mm 仿用户接头,并对接头双面PT 试验。PT 试验后无发现任何不结合现象,见图4、图5。
4 结论
4.1 本文通过性能检测、界面形态和成品检测的方式研究了铝/ 不锈钢复合板的结合性能。
4.2 铝/ 不锈钢复合板最薄弱界面(1060/TA1) 的分离强度182MPa,大于用户要求的120MPa 和国际对铝钢复合板要求,完全满足用户要求。
4.3 对铝/ 不锈钢板接头进行耐压实- 复合板界面无出现变形和泄漏现象;此板接头进行低温实验,分离性能达到129MPa,满足用户要求;
4.4 从界面形态的分析得出,铝/ 钛、钛/ 镍、镍/ 不锈钢界面呈规则的正弦波形,产生了比较明显的塑性变形,未见影响其结合力学性能的金属间化合物生成。
- 上一篇:蛇皮穿线管生产厂家列表 2016/7/18
- 下一篇:连接快速方便且安装连接可靠的金属软管接头 2016/5/11